Podstawowe normy jakościowe
3. Uszlachetnienia
3.1. Lakier
Ze względu na możliwe w druku cyfrowym falowanie papieru, może pojawić się sytuacja, w której utrzymanie norm lakierowania nie będzie możliwe. Za nieprawidłową warstwę lakierowaną lakierem UV uznaje się warstwę, która posiada na powierzchni przeznaczonej do lakierowania miejsca bez lakieru.
Warstwa lakieru powinna być położona równo i bez żadnych ubytków. Dopuszczalne są następujące różnice w pasowaniu lakieru UV punktowego/wypukłego (multi level)/strukturalnego względem obrazu:
- Akceptowalne <= 1 mm
- Nieakceptowalne > 1 mm
3.2. Tłoczenie
Tłoczenie powinno być maksymalnie głębokie na danym surowcu, ale nie powinno powodować pękania materiału na krawędziach tłoczenia. Powierzchnia tłoczenia powinna być płaska, równomierna i jednakowo głęboka, bez uszkodzeń mechanicznych.
W przypadku tłoczenia wypukłego/wklęsłego, tłoczenia folią (MGI) dopuszczalne są następujące różnice w pasowaniu tłoczenia względem montażu obrazu:
- Akceptowalne <= 1 mm
- Nieakceptowalne > 1 mm
3.3. Sztancowanie
Wytyczne dla położenia sztancowanych elementów powinny być zawarte w zamówieniu. Dodatkowym wzorcem sposobu sztancowania może być makieta. Przesunięcie sztancowanego elementu względem wyspecyfikowanego miejsca nie powinno przekraczać dopuszczalnego zakresu tolerancji.
Dopuszczalny zakres tolerancji:
- Akceptowalne <= 1 mm
- Nieakceptowalne > 1 mm
3.4. Zadruk krawędzi
Zadruk krawędzi w naszej drukarni odbywa się w technologii ink-jet.
Zastosowanie zadruku na krawędziach książek wiąże się z ryzykiem wystąpienia pewnych defektów:
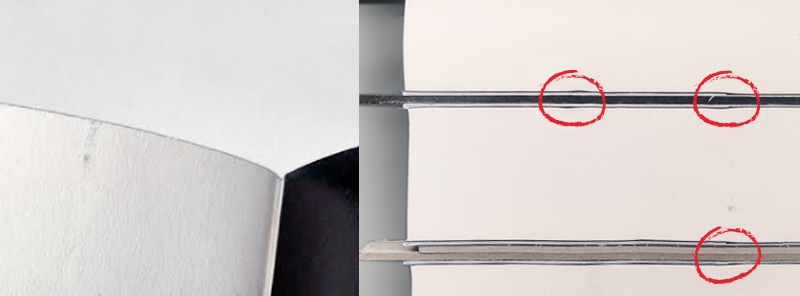
- mogą pojawić się niewielkie niedoskonałości w postaci kresek/linii wynikające z automatycznej kompensacji spowodowanej tymczasową niedrożnością głowicy drukującej. Efekt może być dostrzegalny na ciemnych polach zadrukowanych o dużym nasyceniu, szczególnie w zdjęciach dużego formatu i pełnych kryciach zwanych aplami,
- mogą pojawić się niewielkie defekty w postaci białych kresek zwanych „missing nozzles” spowodowane niedrożnością głowicy, podane zjawiska mogą wystąpić zwłaszcza przy zadruku surowców powlekanych,
- wybłyszczenie w miejscu zadruku, możliwe nierównomierne krycie oraz delikatne przebarwienia na powierzchniach o stałym pokryciu, podane zjawiska mogą wystąpić zwłaszcza przy zadruku surowców powlekanych.
Dopuszczalne są następujące różnice w pasowaniu
- Akceptowalne <= 1 mm
- Nieakceptowalne > 1 mm
Inne defekty mogące wystąpić w przypadku zadruku krawędzi:
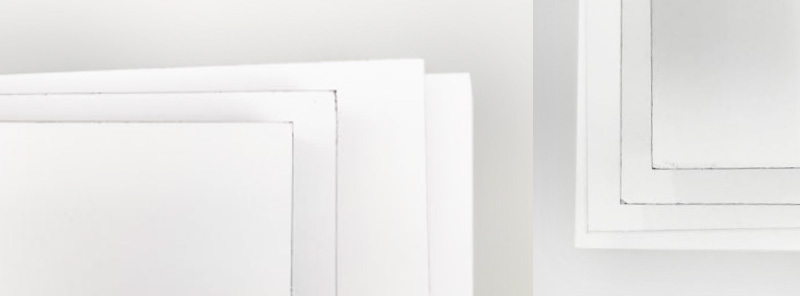
- w przypadku zadruku na krawędziach bloku, w którym zastosowano grafiki ze spadami, możliwy jest brak pełnego krycia przez atrament

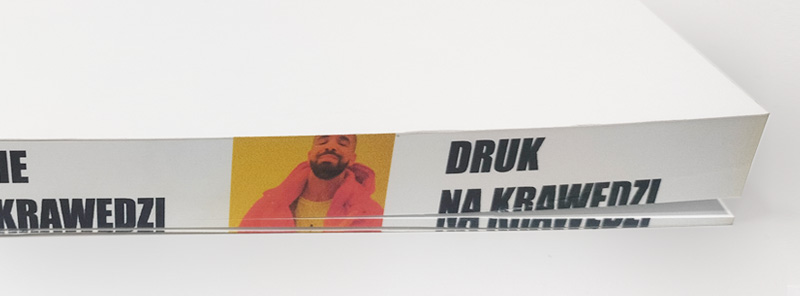
- w przypadku zadruku na warstwie klejowej (okolice grzbietu) możliwy jest brak atramentu i prześwity (dotyczy opraw klejonych miękkich i twardych)

- w przypadku zadruku jednej lub dwóch krawędzi możliwa jest mgiełka atramentu na krawędzi/krawędziach niezadrukowanych

- w przypadku zadruku tekstów na grzbiecie możliwe jest wystąpienia skoków grafiki wynikające z nietrzymania parametrów grubości bloków w nakładzie
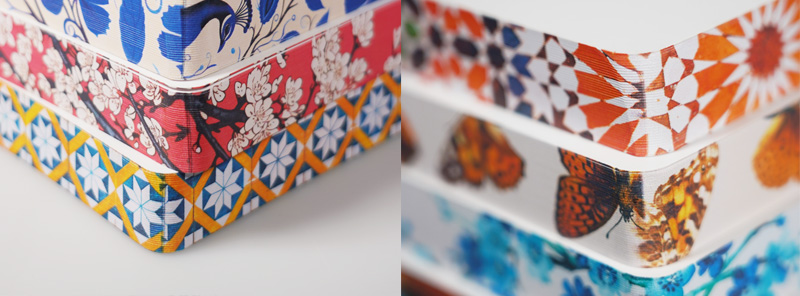
- w przypadku zadruku na blokach z zaokrąglonymi narożnikami możliwe jest delikatne rozmycie grafiki na zaokrągleniu. Ponadto istnieje ryzyko niespasowania wzoru
- w przypadku zadruku pakietu książek w jeden wzór istnieje możliwość wystąpienia zabrudzeń krawędzi okładek w serii książek. Sytuacja taka może zaistnieć także w przypadku bloków z nielaminowaną okładką
- w przypadku zadruku bloków z nielaminowaną okładką istnieje zagrożenie delikatnego zabrudzenia krawędzi okładek

- Istnieje możliwość wystąpienia delikatnego poddruku we wnętrzu spowodowanego deformacją / falowaniem bloków, a następstwie powstaniem mikro / mini dziurek przy krawędziach bloku, przez które wpływa atrament w procesie zadruku bloków.