Basic quality standards
This procedure sets out the quality standards applied by Totem.com.pl digital printing house and outlines any deviations permitted due to technical limitations. These limitations arise from the quality of materials used in the production and technological constraints inherent in the machines used to produce an order.
3. Enhancements
3.1. Varnishing
Due to the possible paper cockling in digital printing, the expected varnishing standards sometimes might not be maintained. A UV varnish layer is considered faulty if there are any uncoated spots on the surface intended for varnishing.
The varnish layer should be applied evenly and without any gaps. The following differences in registration of the spot/raised (multi-level)/textured UV varnish applied with the image are permitted:
- Acceptable <= 1 mm
- Not acceptable > 1 mm
3.2. Stamping
Stamping should be as deep as practicable for a given material, but it should not cause the material to crack at the edges of the area worked. The stamping area should be flat, even and of uniform depth, and free from any physical damage.
In the case of embossing, debossing and hot foil stamping (MGI) the following tolerances in registration of the enhancement with the image:
- Acceptable <= 1 mm
- Not acceptable > 1 mm
3.3. Die-cutting
The guidelines for the layout of die-cut elements should be included in the order. An imposition can be provided as an additional model for die-cutting. The offset of an element to be cut should not exceed the permitted tolerance range.
Permitted tolerance:
- Acceptable <= 1 mm
- Not acceptable > 1 mm
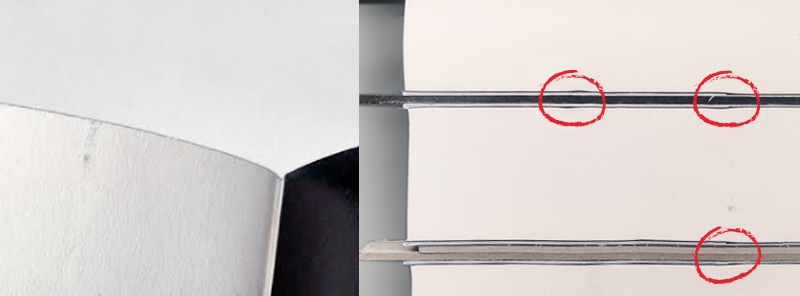
3.4. Edge printing
We use inkjet technology for edge printing. Please note that besides all the benefits, there are certain disadvantages of the technology when applied to book edges. There is a risk of potential defects, such as the following:
- Some minor imperfections might appear in the form of dots or lines, resulting from automatic compensation if the printhead gets clogged. The effect can be perceptible in large format photos and areas covered by solid colours.
- Minor defects resulting from printhead clogging (having the effect of ‘missing nozzles’) can include some white lines; this happens particularly in the case of printing on coated materials.
- Gloss differential, uneven coverage or slight discolouration on surfaces with solid coverage might appear, especially when printing on coated materials.
Registration tolerance:
- ≤ 1 mm acceptable
- > 1 mm not acceptable
Other defects that might occur in edge printing:
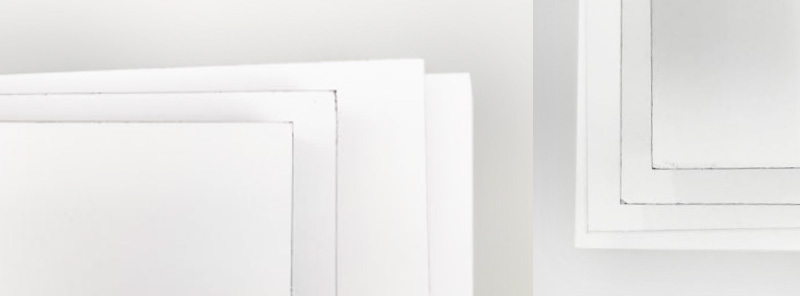
- Where the book block has graphics in the bleed area, the edges might not be completely covered by ink.

- Where the book block is glued, the spine-side of the edge might not be covered by ink in the area where the glue has been applied, or the glue might show through (in perfect-bound softcovers and hardcovers).

- Where one or two edges are printed, some ink mist might appear on the adjacent unprinted edge(s).

- Where a text is printed on the edge, it might become displaced if the block thickness parameter is not maintained throughout the print run.
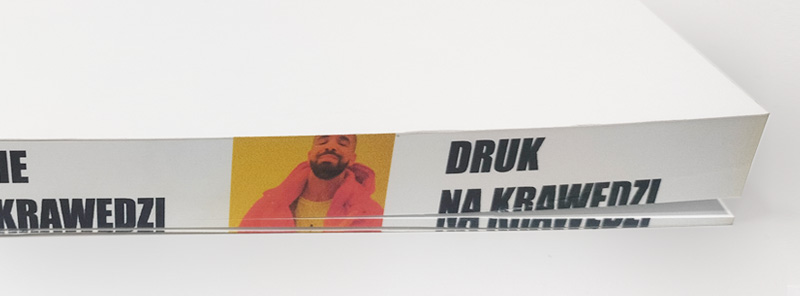
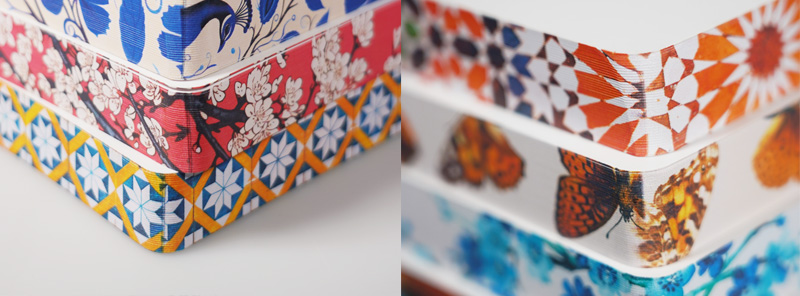
- When printing on book blocks with rounded corners, the graphics might become a little blurred on the rounding. There is also a risk of misregistration.
- When printing the edges of a book set using a single pattern, cover edges might become smudged in a series of books. This might also happen in the case of books with unlaminated covers.
- Where the book has an unlaminated cover, there is a risk of slight smudging of the cover edges.

- If the book block is warped or wavy, ink might seep into the inside through the gaps when printing on the edge.