Grundlegende Qualitäts-standards
3. Veredelungen
3.1. Lack
Wegen der beim Digitaldruck möglichen Wellenbildung kann es dazu kommen, dass sich auf Lackierungsverfahren beziehende Normen nicht eingehalten werden können. Als mangelhaft werden die UV-Lackschichten angesehen, deren zu lackierende Oberflächen Stellen ohne Lack aufweisen.
Die Lackschicht sollte gleichmäßig und ohne Fehlstellen aufgetragen werden. In diesem Fall sind folgende Passerdifferenzen zulässig:
Partieller UV-/Relieflack/Multilevel-Lack/Strukturlack
- Zulässige Abweichung <= 1 mm
- Unzulässige Abweichung > 1 mm
3.2. Prägung
Die Prägung sollte auf den eingesetzten Materialien so tief wie möglich sein, sollte aber keine Risse am Rand der Prägung verursachen. Die Oberfläche der Prägung sollte flach, gleichmäßig und gleich tief sein und darf keine mechanischen Beschädigungen aufweisen.
Bei der Relief-, Hohl- und Folienprägung (MGI) sind folgende Passerdifferenzen zulässig:
- Zulässige Abweichung <= 1 mm
- Unzulässige Abweichung > 1 mm
3.3. Stanzen
Vorgaben für die Anordnung gestanzter Elemente sind in der Bestellung anzugeben. Als ein zusätzliches Stanzmuster kann auch ein Layout verwendet werden. Die Verschiebung der gestanzten Elemente im Vergleich zur vorgegebenen Position darf die zulässigen Werte nicht überschreiten.
Zulässige Toleranzen:
- Zulässige Abweichung <= 1 mm
- Unzulässige Abweichung > 1 mm
3.4. Motivschnitte
Die Motivschnitte werden in unserer Druckerei mit dem Inkjet-Verfahren ausgeführt.
Die Buchschnittverzierung ist mit dem Risiko bestimmter Mängel verbunden:
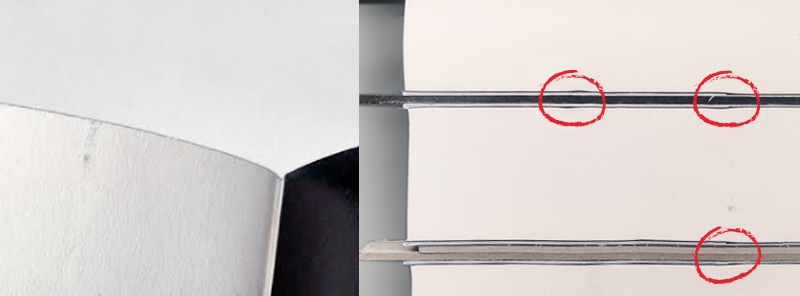
- es können geringe Fehler in Form von Strichen/Linien, die sich aus der durch vorläufig verstopfte Druckköpfe verursachten automatischen Kompensation ergeben, auftreten. Dieser Effekt kann auf dunklen Feldern mit hoher Sättigung, vor allem auf Bildern in Großformat und auf vollständig mit Farbe bedeckten Druckerzeugnisse, sog. Aplas, sichtbar sein.
- möglich sind auch geringe Fehler in Form von weißen Strichen, sog. „missing nozzles“, die durch verstopfte Druckköpfe verursacht worden sind,
- Glanzbereiche auf bedruckter Fläche, möglich sind auch ungleichmäßig bedeckte Flächen und leichte Verfärbungen auf Flächen mit konstanter Deckung; diese Effekte können vor allem beim Bedrucken von beschichteten Trägerstoffen vorkommen.
In diesem Fall sind folgende Passerdifferenzen zulässig
- Zulässige Abweichung <= 1 mm
- Unzulässige Abweichung > 1 mm
Bei der Schnittverzierung sind auch die folgenden Mängel möglich:
- Beim Seitenschnitt, bei dem Grafiken mit Beschnitt eingesetzt worden sind, kann es vorkommen, dass die Tinte nicht die gesamte Fläche bedeckt

- Beim Bedrucken der geleimten Bereiche (am Buchrücken) kann es zu Farbverlusten und durchschlagenden Verfärbungen kommen (sowohl bei Soft- wie auch Hardcovern)

- Bei Bedrucken von einer bzw. zwei Buchkanten können an den nicht bedruckten Kanten feine Tintenspuren auftreten

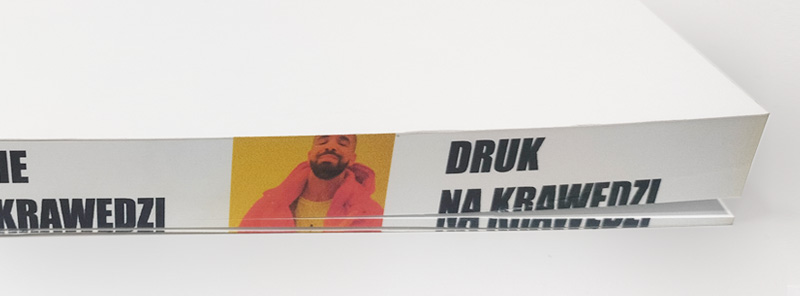
- Bei mit Text bedruckten Buchrücken kann es zum Verschieben der grafischen Elemente kommen, weil die Dickenparameter der Buchblöcke in der Auflage nicht eingehalten werden
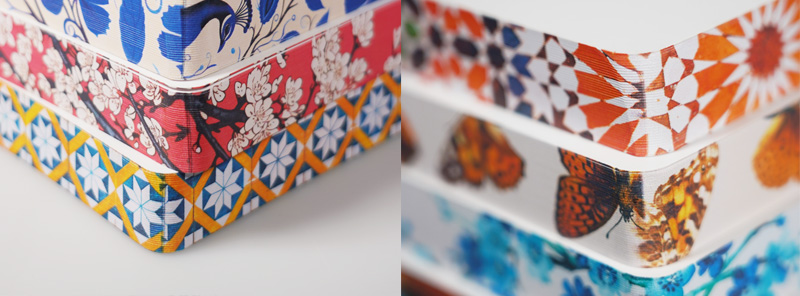
- Bei bedruckten Buchblöcken mit abgerundeten Ecken ist ein leichtes Verwischen der Grafik auf denselben möglich. Ferner besteht das Risiko von Fehlanpassungen der Muster
- Bei mehreren mit demselben Motivschnitt bedruckten Buchbänden kann es zur Verschmierung der Kanten von Umschlägen kommen. Das ist auch bei Buchblöcken mit einem nicht kaschierten Einband möglich
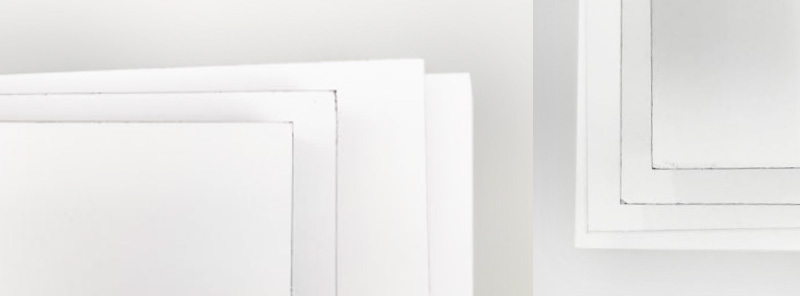
- Bei bedruckten Buchblöcken mit einem nicht kaschierten Einband besteht das Risiko, dass die Kanten der Einbände leicht verschmiert sind

- Es besteht die Möglichkeit, dass durch die Verformung/Wellung der Buchblöcke ein leichter Vordruck entsteht. Das kann zur Bildung von Mikro-/Minilöchern an den Buchblockkanten, durch welche die Farbe beim Bedrucken der Buchblöcke durchfließt, führen.